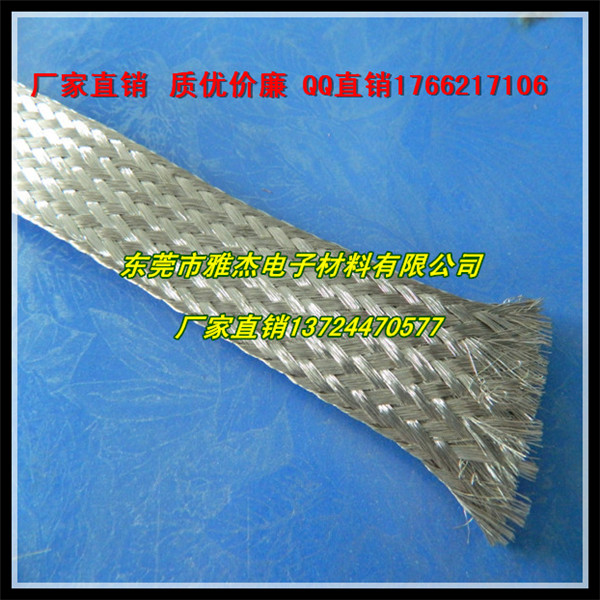
铜编织线电焊机为气动加压办法具有自动操控功用的半自动焊接设备,电极的工作行程规划和压力大小可以在设定规划内随意调度。它可以完成压紧、焊接、坚持、休止四个焊接程序进程。铜编织线电焊机以下有几有些构成。
1、焊接变压器
根据不一样的工件,焊机内部装有额定容量从二十五千伏到一百五十千伏不一样的焊接变压器。编织线该变压器线圈选用盘式线圈构造,初级线圈由4-6个盘式线圈构成,经过外联接的接触组可以改动线圈的并联或串联办法,然后获得八种不一样的输出电压。
2、气动加压设备
铜编织线电焊机的气动加压设备上由空气压缩机、流量操控阀、电磁换向阀、气源处置元件、工作气缸等几有些构成。
3、上、下电极及其支承组织
当需要焊接时,上电极在气缸的作用下向下作直线垂直运动,压紧工件后进行施焊。由于焊接的工件构造不一样,焊接电极的标准形状也会相应地进行改动。电极头与电极握杆的联接有些需要导电出色,以减少热量的发作,电极握杆也需要通水进行冷却。
4、焊机机箱箱体
机箱箱体选用钢制材料加工制造,气缸的导向设备和焊机的一切部件都设备固定在箱体上。气缸的导向套设备选用灰口铸铁加工制造,导向套的作用是防止焊接压紧时发作的侧向力对气缸的活塞杆、活塞、缸体构成危害,一同不让电极联接的导向轴发作径向滚动。
5、微机点凸焊操控器
操控器对压紧时间、坚持时间、休止时间的调度规划可以在0.1~4秒之间调度,焊接时间可以在0.02~3.98秒之间同步调度,焊接能量可以在10%~99%之间调度,操控器具有电网电压自动跟踪抵偿功用,因而可进一步进步工件的焊接质量。
 扫一扫,手机浏览
扫一扫,手机浏览